配管の芯引きを正確に行う方法
配管工事において、芯引きは非常に重要な工程です。芯引きが正確でないと、配管の接続に不具合が生じたり、配管全体が歪んだりしてしまうことがあります。そのため、正確な芯引きを行うことが不可欠です。
この記事では、初心者にでもわかりやすく、配管の芯引きを正確に行う方法を解説します。手順を一つ一つ丁寧に説明しますので、ぜひ参考にしてみてください。
配管の芯引きを正確に行う方法
1. 準備と道具
配管の芯引きを正確に行うには、適切な準備と道具が必要です。
- 必要な道具: 墨つぼ、水平器、巻き尺、チョーク、鉛筆、金槌、釘、マーキングペン、レベルなど。
- 作業場所の準備: 配管の芯引きを行う場所を確保し、障害物を取り除きます。
- 図面の確認: 配管の設計図を確認し、芯引きの基準となる位置を把握します。
2. 基準点の決定
配管の芯引きは、基準点から始まります。基準点は、設計図に示された位置、または既存の配管などを参考に決定します。
アイコンテーマを自分好みに設定する方法- 基準点のマーク: 基準点を墨つぼやチョークを使って明確にマークします。
- 水平器の使用: 水平器を使って基準点が水平であることを確認します。
- 複数点の確認: 複数の基準点を設定し、互いに整合性があることを確認します。
3. 芯引きの実施
基準点が決定したら、芯引きを行います。
- 墨つぼの利用: 墨つぼを使って基準点から垂直線を引きます。
- 巻き尺とチョーク: 巻き尺とチョークを使って、配管の寸法を測り、マークします。
- レベルの使用: レベルを使って、配管が水平または垂直になっていることを確認します。
4. 芯引きの確認
芯引きが完了したら、確認を行います。
- 目視確認: 芯引きが設計図通りになっているか、目視で確認します。
- レベルによる確認: レベルを使って、配管が水平または垂直になっていることを再確認します。
- 複数点の確認: 複数の場所で芯引きを確認し、整合性があることを確認します。
5. 芯引きの修正
確認の結果、芯引きに誤りがあれば、修正を行います。
- 修正方法: 墨つぼやチョークを使って、芯引きを修正します。
- 再確認: 修正後、再度確認を行い、誤りが修正されていることを確認します。
- 精度への配慮: 芯引きの精度は、配管の施工精度に大きく影響するため、慎重に修正を行います。

芯ずれの許容値は?
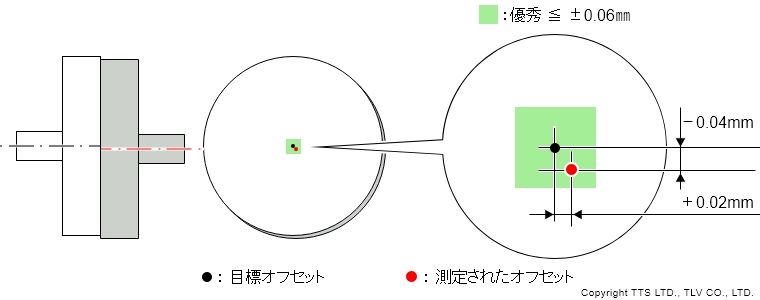
芯ずれの許容値とは?
芯ずれの許容値とは、機械加工や製造工程において、部品の軸心や中心線が設計上の位置からどれだけずれていても許容される範囲のことです。この値は、製品の精度、用途、製造方法などによって異なります。
芯ずれの許容値を決める要素
- 製品の精度: 高精度が求められる製品では、芯ずれの許容値は小さくなります。
- 製品の用途: 例えば、精密機械部品では、芯ずれの許容値は小さく、一般製品では大きくなります。
- 製造方法: 旋盤やフライス盤などの機械加工方法によって、芯ずれの許容値は異なります。
- 材料の特性: 材料の硬さや加工性によっても、芯ずれの許容値は異なります。
- 寸法公差: 製品全体の寸法公差によって、芯ずれの許容値も影響を受けます。
芯ずれの許容値の測定方法
芯ずれの許容値は、マイクロメーター、ダイヤルゲージ、三次元測定機などの測定機器を用いて測定されます。測定方法は、製品の種類や形状によって異なります。
芯ずれの影響
- 製品の精度低下: 芯ずれが大きくなると、製品の精度が低下し、正常に機能しない可能性があります。
- 製品の強度低下: 芯ずれによって、製品の強度が低下し、破損しやすくなる可能性があります。
- 組立作業の困難化: 芯ずれがあると、他の部品との組立作業が困難になる場合があります。
- 外観不良: 芯ずれが大きくなると、製品の外観が悪くなる場合があります。
芯ずれの許容値の管理
芯ずれの許容値を管理するためには、以下の対策が有効です。
- 機械の精度管理: 機械の定期的な点検や調整を行うことで、芯ずれの発生を抑制することができます。
- 加工条件の最適化: 加工速度や送り速度などの加工条件を適切に設定することで、芯ずれを抑制することができます。
- 工具の管理: 工具の磨耗や破損を防ぐことで、芯ずれの発生を抑制することができます。
- 測定による確認: 加工後や組立後に、芯ずれを測定することで、問題を早期に発見することができます。
芯ズレとは何ですか?
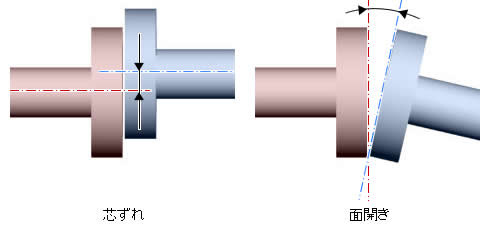
芯ズレとは何か
芯ズレとは、回転する物体の回転軸と、その物体の幾何学的中心線が一致しない状態を指します。つまり、回転する物体が中心軸を中心に回転するのではなく、中心軸からずれて回転している状態です。
芯ズレが発生する原因
芯ズレは、さまざまな原因によって発生する可能性があります。
- 製造上の誤差: 物体の製造過程において、回転軸と中心線が正確に一致しない場合に発生します。
- 摩耗: 長期間の使用により、回転軸やベアリングが摩耗し、芯ズレが発生することがあります。
- 衝撃: 物体に強い衝撃が加わると、回転軸がずれることがあります。
- 熱膨張: 物体が熱せられると、膨張し、芯ズレが発生することがあります。
- 振動: 物体に振動が加わると、回転軸が不安定になり、芯ズレが発生することがあります。
芯ズレの影響
芯ズレは、回転する物体のパフォーマンスや寿命に悪影響を及ぼす可能性があります。
- 振動や騒音の増加: 芯ズレにより、回転する物体が中心軸からずれて回転するため、振動や騒音が大きくなります。
- 摩耗の促進: 芯ズレにより、回転軸やベアリングに負荷が集中し、摩耗が促進されます。
- 性能低下: 芯ズレにより、回転する物体の回転速度やトルクが低下することがあります。
- 故障のリスク増加: 芯ズレにより、回転軸やベアリングが破損するリスクが高まります。
芯ズレの対策
芯ズレを防止したり、修正したりするために、いくつかの対策を講じることができます。
おしゃれな携帯アイコンで差をつけるコツ- 高精度な製造: 回転軸と中心線を正確に一致させるように、製造プロセスを改善する必要があります。
- 定期的な点検とメンテナンス: 定期的に回転軸やベアリングを点検し、摩耗や損傷があれば修理または交換する必要があります。
- 適切な潤滑: 回転軸やベアリングを適切に潤滑することで、摩耗を抑制することができます。
- 振動対策: 振動を抑制するために、防振装置などを設置する必要があります。
- 温度管理: 熱膨張による芯ズレを防止するために、適切な温度管理を行う必要があります。
芯ズレの例
芯ズレは、さまざまな機械や装置に見られます。
- モーター: モーターの回転軸とローターの中心がずれると、振動や騒音が発生します。
- 自動車のタイヤ: タイヤの回転軸とホイールのセンターがずれると、走行中に振動が発生します。
- 工作機械: 工作機械の主軸とテーブルの中心がずれると、加工精度が低下します。
- 回転機器: タービンやポンプなどの回転機器では、芯ズレにより効率が低下したり、故障のリスクが高まったりします。
芯出しの精度はどのくらいですか?
芯出しの精度の重要性
芯出しの精度は、工作機械や製造プロセスにおいて非常に重要です。芯出しが正確でないと、製品の品質が低下したり、製造効率が低下したりする可能性があります。そのため、芯出し作業は、細心の注意を払い、正確に行う必要があります。
芯出し精度の測定方法
芯出し精度は、いくつかの方法で測定できます。最も一般的な方法の一つは、ダイヤルゲージやインジケータを使用する方法です。これらのツールは、ワークピースの表面と基準点との間の距離を測定し、芯出しの精度を評価するために使用されます。
無理壁紙の魅力とは?芯出し精度に影響を与える要因
芯出し精度は、いくつかの要因によって影響を受けます。最も一般的な要因としては、工作機械の精度、工具の摩耗、ワークピースの形状、オペレーターのスキルなどが挙げられます。これらの要因が芯出し精度に影響を与えるため、適切な対策を講じることが重要です。
芯出し精度の向上方法
芯出し精度は、いくつかの方法で向上させることができます。最も一般的な方法としては、工作機械の定期的なメンテナンス、工具の交換、ワークピースの正確なクランプ、オペレーターのトレーニングなどが挙げられます。これらの方法を適切に実施することで、芯出し精度を向上させることができます。
芯出し精度の許容範囲
芯出し精度の許容範囲は、製品の仕様や用途によって異なります。一般的には、製品の精度要求が高いほど、芯出し精度の許容範囲は狭くなります。芯出し精度の許容範囲を事前に決めておくことで、適切な芯出し作業を行うことができます。
芯出し治具の公差は?
芯出し治具の公差は、使用する部品や製品の精度要求、治具の設計、製造方法、使用環境などによって異なります。そのため、一概に「芯出し治具の公差は○○です」と断言することはできません。
芯出し治具の公差を決定する要素
- 部品・製品の精度要求: 部品や製品の精度要求が高いほど、芯出し治具の公差も厳しくなります。例えば、精密機械部品を加工する場合、芯出し治具の公差はμmオーダーになることもあります。
- 治具の設計: 芯出し治具の設計にも公差は影響します。例えば、芯出し治具の構造が複雑な場合、公差が大きくなる傾向があります。
- 製造方法: 芯出し治具の製造方法によっても公差は変化します。精密加工技術を用いれば、公差を小さくすることができます。
- 使用環境: 芯出し治具を使用する環境温度や湿度も公差に影響を与える可能性があります。温度変化や湿度変化によって、治具の寸法が変化する可能性があるため、必要に応じて公差を考慮する必要があります。
芯出し治具の公差を設定する際の注意点
- 公差は厳しすぎず、緩すぎず: 芯出し治具の公差は、部品や製品の精度要求を満たすために十分に厳しく設定する必要があります。しかし、公差が厳しすぎると、製造が難しくなり、コストが高くなってしまう可能性があります。そのため、適切な公差を設定することが重要です。
- 公差の積み重ね: 芯出し治具は、複数の部品で構成されている場合が多いです。公差は、各部品の公差が積み重なるため、全体の公差が大きくなる可能性があります。そのため、各部品の公差を適切に設定し、全体の公差が要求を満たすようにする必要があります。
- 測定方法: 芯出し治具の公差を測定する際には、適切な測定方法を用いる必要があります。測定方法によって、測定値に誤差が生じる可能性があるため、正確な測定方法を選択することが重要です。
芯出し治具の公差管理
- 製造時の検査: 芯出し治具を製造する際には、公差を満たしているか検査する必要があります。検査には、三次元測定機などの精密測定機器を用いることが一般的です。
- 定期的な検査: 芯出し治具は、長期間使用していると摩耗したり、変形したりする可能性があります。そのため、定期的に検査を行い、公差を満たしているか確認する必要があります。
- 記録管理: 芯出し治具の公差に関する情報は、記録として管理しておくことが重要です。記録には、製造日時、検査結果、使用履歴などを含めるようにします。
芯出し治具の公差に関する事例
- 自動車部品の加工: 自動車部品の加工では、高精度な芯出しが要求されます。そのため、芯出し治具の公差はμmオーダーになることもあります。
- 電子部品の組立: 電子部品の組立では、部品同士を正確に位置決めすることが重要です。そのため、芯出し治具の公差は、部品のサイズや精度要求に応じて設定されます。
- 航空機部品の加工: 航空機部品の加工では、高い強度と精度が求められます。そのため、芯出し治具の公差は非常に厳しく設定されます。
よくある質問
配管の芯引きを正確に行うために、どのような道具が必要ですか?
配管の芯引きを行うには、以下の道具が必要です。
墨つぼ: 壁や床に芯線を引くために使用します。
糸: 墨つぼから垂らして芯線を作ります。
巻尺: 配管の長さを測るために使用します。
レベル: 水平や垂直を確認するために使用します。
鉛筆: 芯線を書き込むために使用します。
チョーク: 壁や床に印をつけるために使用します。
ハンマー: 壁や床に釘を打ち込むために使用します。
釘: 糸を固定するために使用します。
その他: 配管の素材やサイズに合わせて、必要な道具があります。
これらの道具を揃えることで、正確な芯引きを行うことができます。
配管の芯引きを正確に行うための手順は?
配管の芯引きは、以下の手順で行います。
1. 墨つぼ: 壁や床に芯線を引く位置に墨つぼを置きます。
2. 糸: 墨つぼから糸を垂らして、芯線を作ります。
3. 巻尺: 配管の長さを測り、芯線を引く位置を決定します。
4. レベル: 芯線が水平または垂直になっていることを確認します。
5. 鉛筆: 芯線を壁や床に書き込みます。
6. チョーク: 必要に応じて、チョークで印をつけます。
7. ハンマー: 釘を打ち込み、糸を固定します。
8. 配管: 芯線を参考に、配管を設置します。
これらの手順を丁寧に行うことで、正確な芯引きができます。
配管の芯引きで注意すべきことは?
配管の芯引きには、以下のことに注意する必要があります。
墨つぼ: 墨つぼは水平に設置する必要があります。
糸: 糸はたるまないように張る必要があります。
レベル: 水平や垂直を確認する際は、レベルをしっかり水平に置く必要があります。
配管: 配管のサイズや素材に合わせた芯引きを行う必要があります。
安全: 作業中は安全に注意し、周囲に人がいないことを確認してください。
これらの点に注意することで、安全で正確な芯引きができます。
芯引きがずれてしまった場合、どうすればよいですか?
芯引きがずれてしまった場合は、以下の方法で修正できます。
墨つぼ: 墨つぼの位置を修正して、芯線を再確認します。
糸: 糸の張りを調整して、芯線を修正します。
レベル: 水平や垂直を確認して、芯線を修正します。
鉛筆: 芯線を修正して、書き直します。
芯引きがずれてしまった場合は、上記の方法で修正を行い、正確な芯引きになるようにしてください。